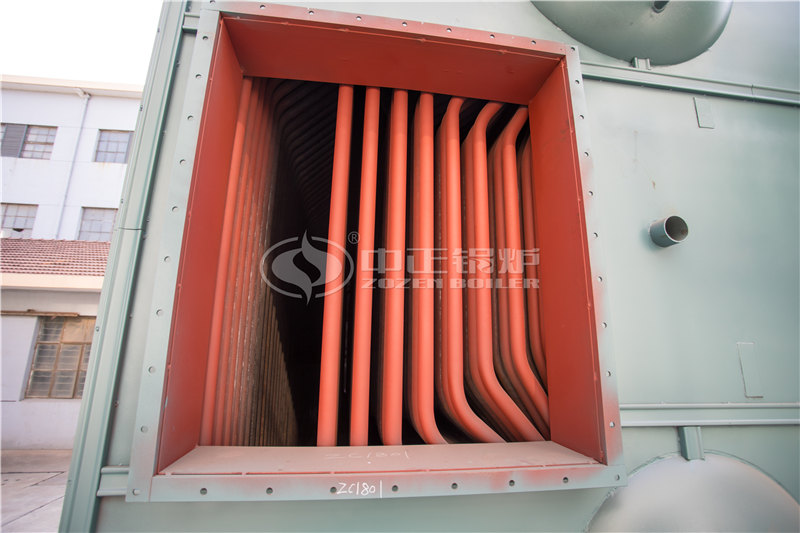
中正YQ(Y)W系列燃气(油)导热油锅炉采用三回程圆盘管结构,盘管端部采用锥形盘管,有效保护了锅炉端部的炉墙,配有先进的燃烧装置,锅炉运行全自动化。
宝鸡80吨卧式燃煤热水锅炉,胀接质量要求管端内壁应平滑不得有起鳞和拆叠等现象管端翻边部分应均匀圆滑呈现现喇叭口状翻边角度为12—15度不得有裂纹胀口内壁由圆柱部分转入翻边部分不应有明显的翻边交线翻边根据倾斜处贴紧管孔壁面胀口内壁胀大部分过渡到未胀部分应均匀平滑不得有切口和沟槽。胀口不得有偏挤现象。胀口数量序号名称规格根数胀口数1对流管φ51×34088162前后水冷壁管φ51×348483连接管φ60×合计468876过热器、省煤器、空气预热器安装1过热器安装过热器为两级过热器蛇形管规格为φ38×5材质为低温段20#钢高温段为15CrMo。合金钢部件安装以前作光谱复查。集箱安装前进行检查划线蛇形管安装前应在校验平台上进行校正校正完后应逐根进行通球试验并做好相应的记录。以上几项完成后依据图纸进行安装其安装尺寸偏差应符合《电建规》锅炉篇的要求。
宝鸡80吨卧式燃煤热水锅炉,对焊接的技术要求铝母线气焊采用301#或302#纯铝焊铝焊粉。铜母线气焊可采用201#或202#紫铜焊条铜焊粉或硼砂。为节约材料亦可用废电线芯或废电缆芯线代替焊条但表面应光洁无腐蚀并须擦净油污方可施焊焊口处根据母线规格留出1—5毫米间隙然后由工施焊。焊缝应对口平直不得错口。必须对面焊接焊缝应凸起呈弧形除允许剔掉个别多余的焊瘤外焊缝不得锉平。焊缝不得有裂纹、夹渣、未焊透及咬肉等缺陷。焊完在未冷却前用足量的水洗净焊药。母线的螺栓连接。铜、铝线钻孔尺寸及螺栓规格应相符。母线采用螺栓连接时垫圈应选用专用厚垫圈并必须配齐弹簧垫。螺栓、垫圈及弹簧垫必须用镀锌件。螺栓长度应考虑在螺栓紧固后能露出螺母外5—8mm。
磨煤机整体试验要进行无钢球试转和有钢球试转有钢球试转不超过10分钟。给粉机试运转合格后要由热工、检修、运行各有关人员进行转速标定。(四)转动机械运行时应符合的标准回转方向正确电流正常。无异常摩擦和撞击声。轴承温度与振动值应符合2节的规定。轴承箱无漏油及甩油现象油管通畅高低油位刻度线清楚油位正常油质良好。检查各处无油垢泥灰积粉漏水漏风等现象。各风门挡板及连接机构的安装位置应正确各风门挡板应严密且开度指示就地应和盘上一致,宝鸡80吨卧式燃煤热水锅炉。
当压力升至工作压力时3.82Mpa)应立即停止升压维持压力稳定通知有关人员进行全面检查当全面检查及试验完毕后方可降压降压应缓慢降压速度每分钟不超过0.10.2Mpa。停止升压5分钟后压力下降不超过0.1—0.3Mpa承压部件无漏水及湿润现象无残余变形即为合格。超水压试验操作锅炉除定期检验外有下列情况之一时应进行超水压试验。超水压试验压力为汽包工作压力4.2Mpa)的1.25倍即5.2MPa。超水压试验时应解除水位计和安全门。在工作压力之前的升压过程同正常工作压力水压试验方法步骤相同。从工作压力上升至超压试验的压力时压力的上升速度每分钟不超过0.1Mpa为限当压力达到汽包压力的1.25倍时立即停止升压保持5分钟后降到工作压力再进行检查检查期间压力保持不变。

中华民族实现伟大复兴,必须坚定不移走中国特色强军之路,把人民军队建设成为世界一流军队。在这背后,中正锅炉与三五三三印染厂携手,为军队的后勤保障、为实现强国强军目标贡献了一份力量。
Leave a message